

全国服务热线
0755-23197339
0755-23197339

联系人:肖经理
电话:0755-23197339
传真:0755- 29859300
手机:13828771664
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋
齿轮泵在机器上的应用是非常广泛的,在各个领域扮演着不一样的角色,就如同在Y71-100型液压机上一样。Y71-100型液压机的低压齿轮泵,因主动齿轮下部端面研伤泵壳体孔内端面的故障普遍存在,不但影响正常生产,又增加了维修工作量。
(一)故障分析
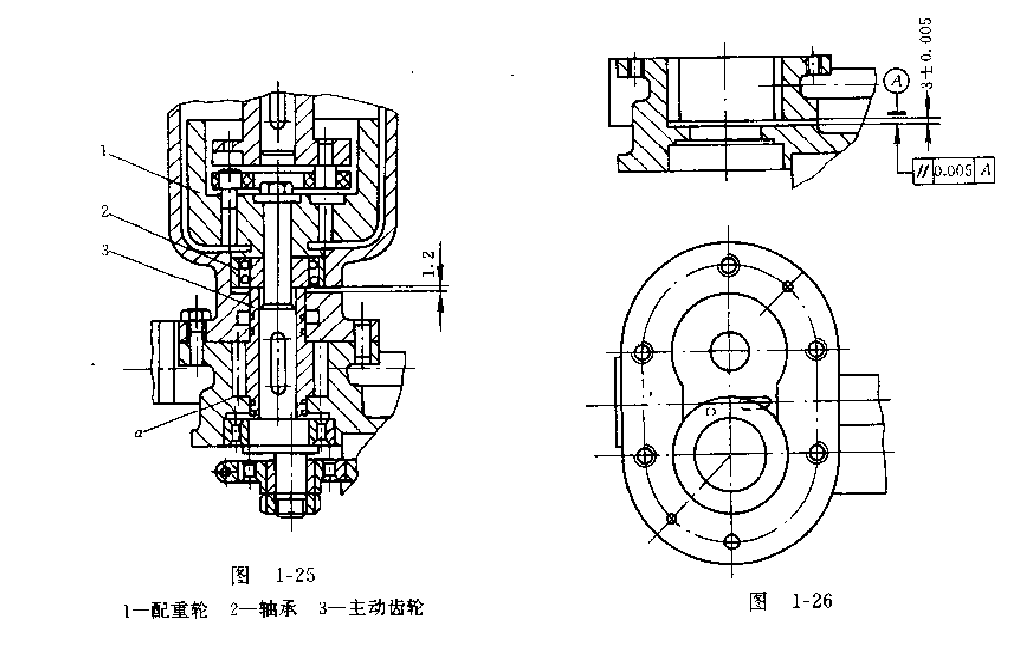
由图1-25原泵阀组合结构图可知,研伤壳体是由于主动齿轮3设计尺寸(长度方向)不合理,装配调整不当所致口因配重轮1的重量是通过轴承2内环直接作用于主动齿轮上,使其产生较大的向下轴向力。运转不到半年时间,就在齿轮下端面一与壳体内端面之间造成严重的研伤(图1-25中的a处配合端面),研损量达1.5mm-2mm。同时,泵逐渐产生震动和噪声。由f端隙加大,泵的容积效率大大下降,致使主机部分的柱塞与滑块上下空运行速度减慢。液压机不能正常工作。
经分析认为,配重轮l的重量完全由主动齿轮3来承受是不对的,它应由双排调心球面球轴承来支承。可实际上,轴承没有支承主要的轴向负荷。它的外环下端面与壳体孔端面之间尚有1.2mm的距离。其次,整个驱动曲轴系统由于轴承的膺报,又有一个向下的力量,也是造成研伤壳体孔内端面的另一个原因。
(二)修复与改进
(1)泵壳的修复一与补偿
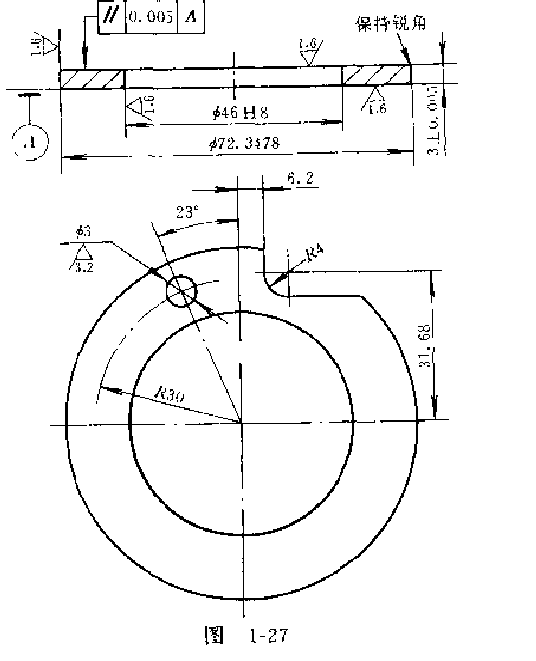
在车床或键床上按原齿轮孔及装配结合面找正.偏差不大于0.005mm,将已研损的部位由原基准面车至或镜至深为3mm(偏差不大于0.005mm),此深恰吁是卸荷槽之深。加工时要按原孔径对刀,并注意不要碰伤原孔壁(参看图1-26)。再根据修复后的台孔实际深度尺寸,配制一个青铜材料的补偿垫,开好卸荷槽部位的缺口,加以组配补偿。为了防止回转,在进油腔部位用3mm-4mm铜销钉固定,然后予以削平,补偿铜垫如图1-27所示。由于该泵压力不高,实践证明,这样处理完全满足了使用要求。
(2)调整改变装配尺寸关系
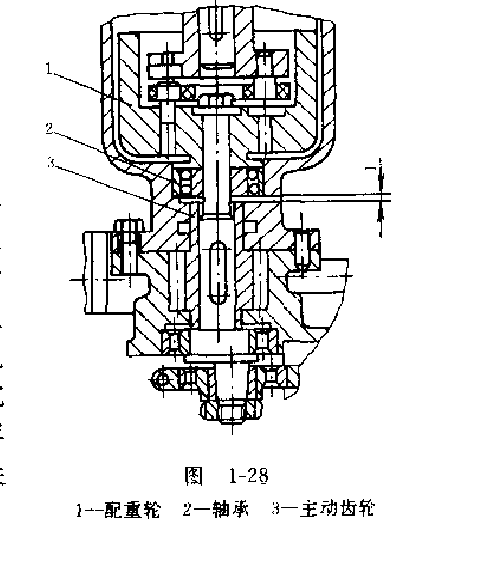
将主动齿轮上端切去2mm-2.2mm,使轴承外环下端面与轴承孔端面相接触,达到轴向限位,而轴承内环下端面不与主动齿轮上端面相接触,并保持有1mm左右间隙,这样,配重轮的重量完全由轴承来承受,由于主动齿轮不受轴向负荷,亦就避免了壳体孔端面的研伤。至于因轴承磨损而使驱劫曲轴系统下沉的量是不大的。该泵经上述修复与改进后,多年来再没有出现过故障,基本满足了使用要求。新的装配关系如图1-28所示。
相关阅读:齿轮泵维修


1、通过电话、传真与我公司咨询具体故障类型,确认该机器的维修情况与基本维修价格;
2、通过我方取得快递方式将您的液压泵(或马达)等快递至我公司;
3、检测出真正故障,电话或传真确认维修价格;
4、我方开始维修流程,维修好试机正常使用通知客户。
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋 电话:0755-23197339 传真:0755- 29859300
深圳市澳托士液压机械有限公司 版权所有 © All rights reserved 备案号:粤ICP备16093936号-1
网站地图


